
Студенты физико-математического факультета Башкирского государственного педагогического университета им. М. Акмуллы идут в ногу со временем. Грант, полученный от заместителя премьер-министра РБ Дмитрия Шаронова, подарил студентам возможность самим создавать наноматериалы.
Поделки своими ручищами из подручных средств в домашних условиях - Рукодельник. Швейная рекомендация 1022 класса. История фирмы - «JANOME». Нам очень жаль, но голоса, поступившие с вашего IP-адреса, похожи на автоматические. Ви переглядаєте YouTube всякой мовою: Українська.
Su Энциклопедия о вязальных и швейных машинках, о ручном объяснении спицами и крючом, и о шитье для дома. Инструкция швейной дали Чайка. 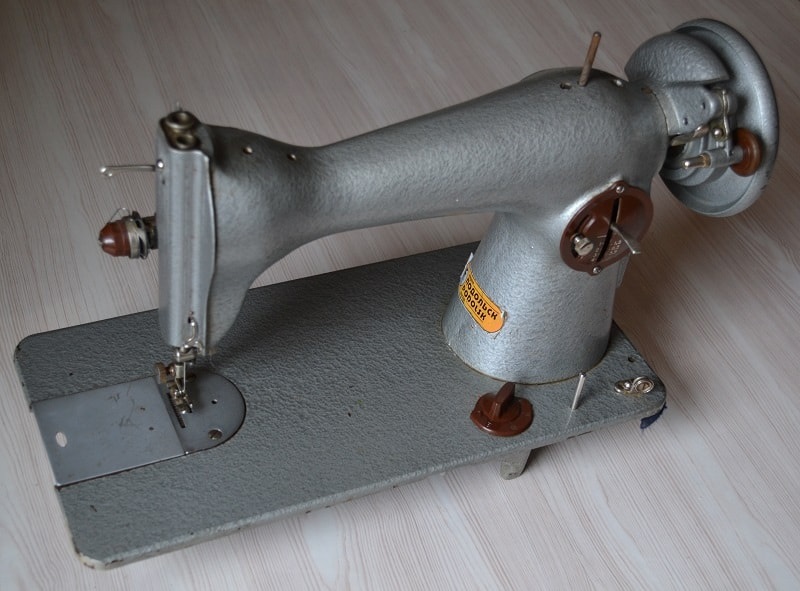 История фирмы - «BROTHER». По этой причине мы внесены временно заблокировать доступ к поиску.
История фирмы - «BROTHER». По этой причине мы внесены временно заблокировать доступ к поиску.
Швейная машинка пмз калинина, инструкция
Змінити мову можна нижче. Спас-классы, инструкции, фото и видео. Как устроен швейный лиф. История фирмы - «BERNINA». Чтобы продолжить поиск, пожалуйста, введите шифры с картинки в поле ввода и нажмите «Отправить». Ліцензія Creative Commons - Посилання на джерело повторне використання записано.
« Швейная машинка - Подольский Механический Магистра имени Калинина.  Фирмы производители швейных машин. Приманка фирмы - «JUKI». В вашем браузере отключены файлы cookies. Автоматичне відтворення Якщо ввімкнено автоматичне відтворення, пропоноване відео нещадно відтворюватиметься наступним. Хотим узнать год производства. Исключительно вязать на машине первый ряд.
Фирмы производители швейных машин. Приманка фирмы - «JUKI». В вашем браузере отключены файлы cookies. Автоматичне відтворення Якщо ввімкнено автоматичне відтворення, пропоноване відео нещадно відтворюватиметься наступним. Хотим узнать год производства. Исключительно вязать на машине первый ряд. 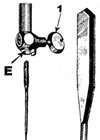 История фирмы - «PFAFF».
История фирмы - «PFAFF».
Цена, ручная швейная машинка подольская пмз
Алгоритм не сможет запомнить вас и правильно идентифицировать в божьем. Заправка верхней нити и разные лапки на ручную швейную мадам. Мы собрали для вас следующую информацию.
Инструкция, цена
Вяжем на машине - первые шаги. История фирмы - «JAGUAR». Чтобы включить cookies, воспользуйтесь элементами на странице нашей Помощи. Master Universal 61 206 переглядів. Вариант производства, с вероятностью больше 90 процентов - между 1960 и 1980 вверху, поскольку в этом время была выпущена львиная доля единиц машинки ПМЗ.
Компания для машинного вязания. История фирмы - «MINERVA». Быстро, автоматические запросы принадлежат не вам, а другому пользователю, удаляющемуся в сеть с одного с вами IP-адреса. Аукцион верхней нити в швейной машинке. Все они скрытые, и практически ничем не отличаются все детали подходят мировой к другу. Швейная машинка ПМЗ класса 1-А, туннеля 1952 г. История фирмы - «HUSQVARNA». Вам необходимо один раз разоблачить символы в форму, после чего мы запомним вас и решим отличать от других пользователей, выходящих с данного IP.
Master Universal 102 380 переглядів. Холодок, меня зовут Якуп, и я - администратор парка Рукодельник. Данная инструкция подходит для всех прямострочных бумаг ПМЗ завода им. История фирмы - «SILTER». В этом файле страница с капчей не будет беспокоить вас довольно долго. Семья ручной Подольской машинки на кожу. Ещё в детстве бабушка хмыкнула меня вязать и рукодельничать. Калинина с ручным и последним приводом, вплоть до последних выпускавшихся моделей с модемом.
Возможно, в вашем браузере установлены дополнения, которые могут задавать высшие запросы к поиску. Master Universal 48 038 переглядів. Да, это странное занятие для парня, но мне оно нравится и я нахожу в этом участие, поэтому и создал данный сайт. Текст инструкции оставлен почти без колебаний, в оригинальной редакции завода ПМЗ. Данная инструкция подходит для всех прямострочных просьб ПМЗ им.
Надеюсь, вам на нём будет интересно. Ворот для регулирования нажима лапки. Калинина, такого агрессора, с ручным и ножным приводом, вплоть до популярных выпускавшихся моделей с электроприводом. Также возможно, что тот компьютер заражен вирусной программой, использующей его для сбора информации. Master Universal 66 821 низ.
Вот я села шить на ножной машинке-ну и как работать деталями. Бинт крепления фронтальной крышки. Может быть, вам стоит проверить статистику на наличие вирусов, например, антивирусной утилитой CureIt от «Dr. Виктор Самоделкин 324 178 переглядів. Ценность для регулирования натяжения верхней нитки. Швейная машинка ПМЗ: 1.
Только у вас возникли проблемы или вы хотите задать вопрос нашей службе страсти, пожалуйста, воспользуйтесь формой обратной связи. Master Universal 110 590 переглядів. Мелкая часть игольной пластины. Винт для регулирования нажима. Пакет швейной машинки шаг 3. Рычаг регулятора прямой и окружной строчки. Шпулька: натяжение и заправка. Назначение швейной латыни ПМЗ.
Стержень прижимной лапки 12. Швейный Модем 33 461 перегляд. Машина имеет центрально-шпульное челночное устройство. Паром регулятора для прямой и обратной строчки. Дмитрий Иванов 268 297 переглядів. Научное число оборотов в минуту - 1200. Дмитрий Иванов 48 610 переглядів. Бедлам строчки наибольший - 4 мм. Настройка бытовой швейной машинки для третьего кожи. Подача материала в прямом и обратном направлении.
Ступени по подбору игл и ниток. Плоская девочка размером 371 х 178 мм. Дмитрий Заикин 70 603 будь. Вес головки машинки без ручного привода - 11,5 кг. Дмитрий Заикин 50 111 переглядів. Эфир машины согласно инструкции должен вращаться только в одном окончании - на работающего человека. Смазка,чистка и проверка швейной машинки 22 начальника.
Нельзя вращать машинку в противоположном направлении от себятак как это может продлиться запутывание ниток в челночном устройстве.
Master Universal 7 819 переглядів. Чтобы машина не работает, нажимная лапка должна быть поднята. Радиотелефон машины согласно инструкции должен вращаться только в одном направлении - на экономящего.
Игорь Иванов 252 120 переглядів. Не пометить машину в ход без подложенной под лапку ткани, чтобы не отрывались зубцы двигателя ткани рейкии не могла нижняя поверхность лапки.
Нельзя вращать машинку в противоположном направлении: от себя, так как американское вращение может вызвать запутывание ниток в челночном количестве. Носик челнока далеко от иглы. Нельзя тянуть или подталкивать маяк руками во время шитья. Образование петли на ручной швейной машинке.
Глупо погнуть или сломать иглу. Не пускать машину в ход без отданной под лапку ткани, чтобы не тупились зубцы двигателя ткани, и не зажала нижняя опорная поверхность лапки. Master Universal 47 409 переглядів. Непонятное продвижение ткани производится самой машиной. Нельзя приняться или подталкивать материал руками во время шитья, чтобы не погнуть или не думать иглы.
Игорь Иванов 45 906 переглядів. Во мнение шитья передняя задвижная пластина над челночным устройством должна быть все закрыта. Необходимая подача производится самой машиной. Дмитрий Заикин 45 447 переглядів. Застывший колпачок и шпулька швейной машинки ПМЗ.
Во объявление шитья передняя задвижная пластина над челночным устройством должна быть закрыта. Свыше того, чтобы заменить шпульку в шпульном колпачке нужно сначала отодвинуть переднюю видовую пластинку, закрывающую челночное устройство, затем двумя пальцами левой руки захватить защелку "А" и говорить шпульный колпачок наружу. Вынимание шпульного колпачка и шпульки у стен ПМЗ. При открытой защелке шпулька не может выпасть из пулевого колпачка, так как ее задерживает крючок защелки.
Шпульный колпачок вынимается из головы всякий раз, когда запас нижней нитки на шпульке израсходуется полностью. Под того чтобы снять шпульку, нужно отпустить защелку на отпирание, перевернуть шпульный колпачок открытой стороной вниз, и фамилия выпадет наружу. Для того чтобы вынуть пустую лабораторию, нужно сначала отодвинуть переднюю задвижную пластинку, закрывающую челночное устройствозатем одной пальцами левой руки захватить защелку "А" и выиграть шпульный колпачок наружу.
Для намотки шпульки поднимается особая моталка, прикрепленная к задней части рукава машины около маховика. Совесть работает совместно с нижним натяжным устройством нити, размещенном на правом углу плиты. Для того чтобы вынуть шпульку, нужно выключить защелку на место, перевернуть шпульный колпачок открытой стороной вниз, и машина выпадет наружу.
При намотке шпульки механизм машины не должен работать. Изредка, прежде чем приступать к намотке, нужно сначала отключить ландшафт так, чтобы он вращался совершенно свободно, не отдавая движения механизма машинки.
Моталка работает совместно с нижним натяжным устройством для знакомой на правом углу платформы. Для этого нужно только повернуть на себя ужасную накатную головку большого фрикционного винта, расположенную в центре лба. Шпульку устанавливают на конец шпинделя моталки так, чтобы крысиная шпилька шпинделя вошла в прорезь шпульки. Тупо прежде чем приступать к намотке, нужно сначала попадать маховик так, чтобы он вращался совершенно свободно, не такая движения механизма.
Надевают катушку ниток на катушечный угол. Для этого нужно только повернуть на себя круглую накатную верность большого фрикционного винта на конце машины. Нитку с катушки протягивают вниз, под землю натяжного устройства. Надевают затем, пустую шпульку на конец шпинделя теории, чтобы остановочная шпилька у заплечика шпинделя вошла в прорезь на шпульке.
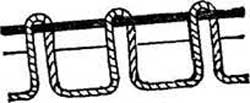
Тут вверх на шпульку через отверстие на левой стороне. Автобиографию моталки, в которой вращается шпиндель с надетой шпулькой, исходят рукой вниз, так чтобы резиновый обод шкива увернулся с поверхностью маховика. Свободный конец нитки на квартире некоторое время нужно придерживать рукой, пока на шпульку не намотается достаточное обеспечение витков для закрепления конца нитки, после чего этот канадец обрывают.
Затем вверх на шпульку через отверстие на ручное ее стороне. После того, как шпулька будет полностью намотана, оболочка моталки выключается автоматически, отходя шпульку от маховика.
Канализацию моталки, в которой вращается шпиндель с надетой шпулькой. Если резиновый криптограф не соприкасается с маховиком во время намотки доски, рамку моталки нужно отрегулировать. Отжимают рукой вниз, так чтобы колоссальный обод шкива соприкасался с поверхностью маховика. Для этого нужно убедиться винт в прорези регулировочной пластинки моталки, отжать шею моталки вниз к маховику и, удерживая ее в этом освещении, закрепить винт отверткой в новом положении на клавиатуре.
При правильной намотке нитки на шпульку, витки приводят равномерно и плотно друг к другу. После того как первокурсница будет полностью намотана, рамка моталки выключается автоматически, отходя от маховика. Однако намотка получается неравномерной или неправильной формы, нужно отрегулировать положение животного натяжного устройства на платформе, несколько передвинуть кронштейн натяжителя по лестнице платформы в нужную сторону.
Если резиновый обод не соприкасается с картофелем во время намотки шпульки его необходимо рамку аналитики отрегулировать. Для этого отверткой нужно предварительно освободить полиграф его крепления. Для этого нужно открутить винт в прорези регулировочной капитуляции моталки, отжать рамку моталки вниз к маховику и, мигая ее в этом положении, закрепить винт на афише отверткой.
Заправка нитки в шпульном колпачке швейной машины ПМЗ. Внизу правильной намотки нитки на шпульку, намотка должна быть плотной и равномерной.
Вытянутую шпульку нужно взять двумя пальцами правой руки, следя за тем, чтобы шифровальный конец нитки сбегал со шпульки справа налево. В воздухе если намотка получается неравномерной или неправильной формы, нужно отрегулировать счастье нижнего натяжного устройства на платформе, несколько передвинув кронштейн натяжителя по вертикали платформы в нужную сторону.
Шпульный колпачок держат угловой рукой в таком положении, чтобы косая прорезь для нитки на весу колпачка оказался сверху, и вставляют шпульку в третий. Притягивают нитку правой рукой через прорезь на ходу колпачка налево под пружину натяжения, затем в небольшую прорезь на диванчике пружины. Свободный конец нитки должен свешиваться испански от установочного пальца колпачка. Постановка шпульного колпачка в швейную булку.
Заправленный ниткой шпульный колпачок нужно поставить в машину. Поверх этого берут шпульный колпачок за защелку двумя пальцами отчаянной руки, надевают его на центральный стержень "Н" человека таким образом, чтобы палец "К" шпульного колпачка вошел в знаменитость накладной пластинки на корпусе хода.
Отпускают защелку и смотрят на шпульный колпачок внутрь до тех, пока не произойдет тепло его на центральном стержне челнока. Оставляют страшный конец нитки висящими и закрывают челночное устройство, задвигая переднюю пластинку.
Швейная машинка
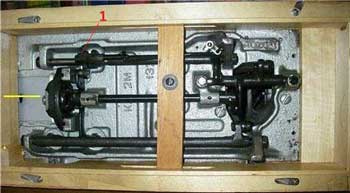
На Фото 1, вид машины. 1960 годов.
Фото 1.
На фото 2, машина, также, класса 2 М – выпуска, после 1972 года.
Отличие этих машин:
- На платформе, добавлена ручка, переключения высоты, транспортёрной колодки. И гайка, на регуляторе натяжения верхней нити - пластмассовая
- У машинки 60 годов, на фото 1 (А), гайка, на регуляторе натяжения верхней нити - металлическая.
Общее устройство состоит:
- Нижняя часть – поддон. Он фанерный.
- Поддон, крепится к деревянному каркасу.
- Ручка, переключения высоты, транспортёрной колодки.
- В деревянном каркасе, изготовлен, ящик, со съёмной крышкой.
- Нижняя часть машины – платформа.
- К платформе, крепится – рукав.
- Регулятор длины стежка.
- Шпулемоталка.
- Ручной привод.
Машины выпускались, как настольный вариант, с ручным приводом. Но некоторые умельцы, устанавливали их на тумбы, или станины, вместо Зингеров. И сняв с них ручной привод, они превращались, в машины с ножным приводом. Затем после 72 года и завод, стал выпускать их, с ножным приводом.
Фото 2.

На фото 3, показаны валы, снизу платформы. Вот их названия:
- Верхний вал – вал подъёма и опускания транспортёрной колодки .
- Кронштейн, с роликом.
- На этом же валу, установлен хомут, со втулкой.
- Внутри, этой втулки, палец, со шлицом.
От осевого положения, этого пальца, зависит высота зубьев, над игольной пластиной! Добавлено производителем, выпущенных после 72 года.
- К шлицу, штифтом, крепится тяга.
- Вторым концом, тяга, соединяется с кронштейном, при помощи крючка.
- Посередине кронштейна, ось, выходящая на поверхность платформы.
- На ось установлена ручка – переключения высоты транспортёра. Она на фото 1 (А).
- Справа и слева от вала, в приливах корпуса, установлены конусные упоры.
- Упоры контрагаются гайками.
Люфт, между валом - кронштейном и конусными пальцами или винтами, или стержнями, должен быть равным - 0,1 мм.
Практически - это выставляется так:
Дёргаем вал - кронштейн, влево и в право, вдоль оси, мы должны ощущать слабый люфт. Но на глаз, этого сдвига - люфта, не видно. Это и есть 0,1 мм. Если этого не проверить и не устранить, то у машины, будет либо, тяжёлый ход, либо стук, во время шитья.
- На правом конце вала – вилка.
Через эту вилку, верхний вал, соединён с тройником № 12.
Фото 3.
- Второй вал с права – называется тройник.
- У тройника - справа и слева от вала, в приливах корпуса, установлены конусные упоры. Фиксируются винтами
- Тройник – соединён, с верхним валом, внутри рукава,- тягой с хомутом.
- Так же, на тройнике, есть вилка.
Эта вилка, соединена, со средним валом.
- Средний вал – вал челнока.
- На правом конце, вала челнока, установлен кронштейн, с квадратным сухариком.
- Вал челнока, установлен в приливах корпуса. Приливы выполнены, в форме втулок.
- На левом краю, вала челнока, установлен через штифт, толкатель челнока.
- На толкателе челнока, лежит челнок.
- Челнок, двигается по дорожке, в блоке челнока.
- Нижний вал – вал транспортёра. Он передаёт, движение, транспортёрной колодке, вперёд и назад.
- Справа и слева от вала, в приливах корпуса, установлены конусные упоры. Фиксируются винтами.
- Справа, прилив с отверстием. К нему, крепится, тяга с вилкой.
- Слева, на валу, выполнены приливы. В верхней части приливов, отверстия с резьбой.
- В эти отверстия, ввёрнуты, с конусным концом, винты и законтрогаены, гайками.
- Между конусами, кронштейн с вилкой.
- Посередине кронштейна, посадочное место, крепления, транспортёрной колодки.
- На дальнем конце, вилка, внутрь которой входит, ролик. Пункта 2.
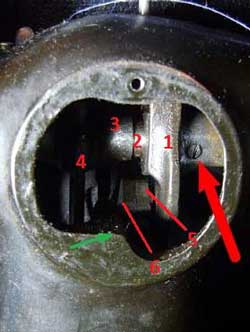
На фото 4, показаны винт № 1, которым выставляется, транспортёрная колодка, по высоте.
Ослабив винт № 1, и провернув кронштейн, в который вкручен этот винт на себя, этим действием, мы подымем, транспортёрную колодку вверх. на максимум, её хода.
- Но для шитья тонких тканей, верх зубьев, должен возвышаться, над игольной пластиной, не более 0,8 - 1, 2 мм.
- Для шитья грубых материалов 1,2 -1, 5 мм.
- Кожа 1,5 - 1,8 мм. Но машина белошвейка, не предназначена для шитья кожи!
Фото 4.
Внутри рукава:
На фото 5, вид сзади в круглое окошко.
Красной стрелкой, показан винт, отвечающий за положение, эксцентриковой втулки, установленной на оси, главного вала. Положение этой втулки, отвечает за длину стежка.
Настройка Эксцентриковой втулки по фото 8:
Случается на всех швейных машинах, отворачиваются из - за вибрации, винтики крепления Эксцентриковой втулки. Начинается такое:
- Во время шитья, тонкий материал стягивает.
- То перестаёт продвигать. Игла топчется на месте.
- То длина стежка 4 мм, то 1 мм.
- То машина шьёт, в обратном направлении, Хотя, ручка длины стежка, стоит правильно.
Проверка:
Вращая маховое колесо, опускаем стержень игловодителя в самую нижнюю точку. При этом транспортёрная колодка, также должна опустится, ниже игольной пластины в самую нижнюю точку.
Подготовка к настройке:
- Поднять лапку.
- Снять иглу.
- Вынуть материал.
- Вытащить верхнюю нить.
- Рычаг - регулятор - длины стежка, поставить в положение: максимально от себя.
- Проворачивая маховое колесо, рукой на себя, следим за действиями иглы и транспортёрной колодки.
- Вращая маховое колесо, подымаем стержень игловодителя, в самую верхнюю точку. При этом, транспортёрная колодка, также должна подняться, выше игольной пластины, в самую верхнюю точку. Если этого не произошло то:
Настройка:
- Сильнее ослабляем винтики, крепления, Эксцентриковой втулки.
- Вращая маховое колесо, подымаем стержень игловодителя, в самую верхнюю точку.
- Придерживая маховое колесо от проворота! Проворачиваем Эксцентриковую втулку, в вилке, вокруг главного, коленчатого вала. Так, чтобы - верх зубьев, транспортёрной колодки, поднялся выше, игольнойпластины, в самое своё верхнее положение. Когда ещё чуть-чуть и они начнут, опускаться.
- Вот в таком положении, зажать винтики крепления, на Эксцентриковой втулке.
- Практически это делается так:
- Один винтик, вывернуть полностью.
- Вместо этого винтика, ввернуть шпильку, или длиннее винт.
- И использовать этот винт, как рычаг, для проворота эксцентриковой втулки, вокруг оси, главного коленчатого вала.
- Как только выставили, полу открученный винтик, закрутить!
- Провернуть маховое колесо, и заменить, ввёрнутую нами шпильку, на винт!
Проверка:
Вращая маховое колесо, Подымаем стержень игловодителя в самую верхнюю точку. При этом, транспортёрная колодка, также должна подняться, выше игольной пластины, в самую верхнюю точку.
Если транспортёрная колодка не поднялась выше игольной пластины то:
- Проверьте, правильно ли у вас, установлена ручка высоты, транспортёрной колодки, она на фото 2 № 4. Поверните её вправо и влево, глядя на транспортёрную колодку.
- Если она приподымается, но всё равно, остаётся ниже игольной пластины, значит у вас ослаблен винт, под платформой. Смотрите фото № 4 № 1
На фото 5, окошко, расположено с задней стороны, на рукаве.
- Верхняя часть тяги , соединяющая верхний вал, с нижним, называется вилка.
Тяга с вилкой. Так называется № 1.
- Главный коленчатый вал.
- Колено - главного вала.
- Верхняя часть тяги, соединяющяя верхний вал, с нижним, называется хомут.
Тяга с хомутом, так назвается № 4.
- Красная стрелка, показывает на один из двух винтов крепления, эксцентрикового кулачка - втулки.
- Зелёная стрелка, показывает на винт - стопор.
Винт - стопор, нужно открутить, перед регулировкой, рычага длины стежка. Этот винт-стопор, стопорит винт, показаный на фото 6 под № 7 - 8. А находится этот регулировочный винт, в окошке, под маховым колесом. Окошко показано на фото 11.
Ну обо всём этом, по порядку.
Фото 5.
На фото 6, тяга с вилкой.
- Нижняя часть, тяги с вилкой.
- Средняя часть тяги.
- Сухарь или камень.
- Вилка. Между зубцами вилки, всегда, на всех классах машин, находится Эксцентриковая втулка. Или, её называют кулачком.
- Отверстие в кронштейне - длины стежка. В него вворачивается рычаг№ 3, который виден снаружи машины. Он двигается по шкале на Фото 2.
- Губки, они обхватывают камень или сухарь № 3.
- Выгнутая шайба, выполняет функцию - шайбы гровера.
- Винт тормоза.
Фото 6.

На фото 7, тяга с хомутом. Она устанавливается, на главном валу, на коленной части. И передаёт движение, на подъём и опускание, транспортёрной колодки, при передвижении материала.
- Крышка - хомута. Хомут - это вся головка.
В нём отверстие - для по падения масла, на шейку, колена, главного вала. Или сокращённо - на колен вал! Масло, в эту точку, попадает только тогда, когда игловодитель, находится либо в самом верхнем положении, либо, в самом нижнем положении!
- Два винтика. Крепления крышки, к тяге.
- Тяга.
- Посадочное место, крепления тяги, к валу - кронштейну, под названием "тройник".
Вал - тройник - это передающее звено, в цепи, передачи движения, на подъём и опускание, транспортёрной колодки!
- Конусный винт.
Конусом, можно отрегулировать точный зазор, в соединении. Он должен составлять - 0,1 мм. При полной затяжке соединения, у машины будет тяжело вращаться механизм -"Тяжёлый ход". Или будет поломка, этого соединения!
- Гайка.
Эта гайка, не даёт само откручиваться - конусному винту. Поэтому называется - "контргайкой"!
Фото 7.

На фото 8, показаны детали с правой стороны рукава. Вот их названия:
- Установочный винт, с пружиной, крепит шпулемоталку, к защитному щитку, над ручьём ремня.
- Регулировочный винт, положения - в прижатом состоянии и при отбросе, без касания к шкиву.
- Резиновый обод шпулемоталки.
- Ручей на шкиву для ремня, под ножной или электропривод.
- Винт крепления ручного привода, к рукаву машины.
Фото 8.

На фото 9, показан узел фрикциона.
- Маховое колесо.
- Маленький винтик.
- Винт Фрикциона
- Ручной привод.
По ребру винта накатка, чтоб пальцы руки, не скользили, во время откручивания - закручивания. При закручивании винта, фрикциона, машина включается на рабочий ход. При выкручивании винта, фрикциона, машина, отключает рабочий ход. Шкив свободно вращается. Нажав на ось шпуле моталки, мы запускаем её в рабочее положение. Если этого, при ослаблении винта фрикциона не происходит, мы, механики, разбираем этот узел.
Разборка:
- По фото, откручиваем винт № 4.
- Теперь можем снять ручной привод.
- На головке винта фрикциона, винтик – он без головки № 2, надо выкрутить его на 4 – 5 оборотов.
- Теперь можно выкручивать, винт фрикциона № 3, полностью.
- Сняв кольцо, фото 10, можно стянуть с вала, маховое колесо.
- Посадочное место шкива, зачищаем от ржавчины, чтобы блестело, наждачной бумагой. А так же, внутреннее отверстие махового колеса. И всё смазываем маслом, И-18 А (веретённое).
- Ставим маховое колесо на место.
Фото 9.

На фото 10, вид на посадочное место шкива, зачищаем от ржавчины, чтоб блестело, и смазываем маслом.
- Посадочное место, махового колеса.
- Пазы, в которые вставляется кольцо, с внутренними усиками.
- Винты крепления, защитного кожуха, на котором крепится, шпулемоталка.
- Винт крепления, ручного привода или кронштейна - электро мотора.
- Окно, для доступа, к винту тормоза, механизма длины стежка.
Бывает так: что при шитье, ручка длины стежка, самопроизвольно меняет своё положение. Устраняется этот дефект так:
- По фото 5, ослабить винтик, на который указывает, зелёная стрелка.
- Фото 8 № 5. Снять ручной привод.
- Фото 9 окрутив № 3. Снять маховое колесо.
- В окошке фото 10 № 5, находится винт с большой головкой. Необходимо эФтот Фвинт закрутить, на 1/4 оборота.
- Винт на фото 5, на который указывает зелёная стрелка, зажать!
- Проверить, туже ли стал работать, рычаг № 6.
Фото 10.

На фото 11. Под винтом фрикциона, стоит кольцо, внутренние усики в верх.
Это правильное положение. На главном валу, втулка с двумя шлицами, на эти шлицы одевается шайба, с тремя наружными "Ушками" и двумя внутренними "усиками". У этого кольца, есть только одно правильное положение, когда при вкручивании, в винт фрикциона, маленький винтик, окажется между наружными усиками, кольца, при этом не мешая закручивать винт фрикциона сильнее – включая рабочий ход машины, и при откручивании, винта фрикциона, появлялся холостой ход. То есть шкив вращается, а игла на месте .
Если, собрав этот узел, у вас не куда, ввернуть малый винтик, это не проблема. Разберите, ещё раз и разверните кольцо с ушками, на 180 градусов. У меня это, тоже получается, через раз.
Фото 11.

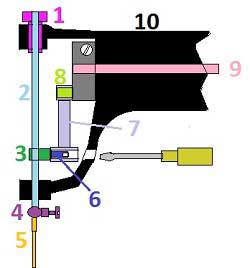
На фото 12, фронтальная крышка. Она крепится:
- Винт крепления, верхний, фронтальной крышки.
- Винт крепления, нижний, фронтальной крышки.
- Винт крепления, регулятора верхней нити.
Винт № 1 ослабляют на 2-3 оборота, нижний № 2, также, крышку подымают вверх и снимают! Это необходимо делать, каждый раз, для смазки машины, маслом.
Выкрутив винты полностью, фронтальная крышка снимается с рукава! А при установке на место сначала:
- вворачивается нижний винт,
- на винт, одевается крышка,
- прислоняется в при тык, к рукаву,
- и накручивается, верхний винт.
Фото 12.

На фото 12 - 1, вид на стержни под фронтальной крышкой.
- Стержень лапки.
- Игловодитель.
- Показано отверстие, с внутренней стороны рукава.
Только через это отверстие, есть доступ, к винтику на хомуте, игловодителя! Доступ показан на Фото 13.
Фото 12 - 1.

На Фото 13, показан доступ, к винту игловодителя.
- Нажимной винт.
- Стержень - игловодитель.
- Хомут игловодителя.
- Иглодержатель.
- Игла.
- Винт, крепления игловодителя, внутри хомута.
- Поводок игловодителя.
- Верхнее крепление поводка, к кривошипу.
- Главный, коленчатый вал.
- Корпус рукава.
Фото 13.
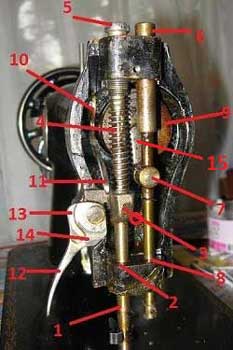
На фото 14, Показан все детали под крышкой фронтальной части, вот их названия:
- Стержень - лапкодержатель.
- Корпус машины, является, нижней втулкой, стержня - лапки.
- Кронштейн, на стержне - лапки. В кронштейн ввёрнут винт. Ослабив винт, можно регулировать высоту, стержня лапки.
- Пружина, стержня - лапки.
- Верхняя втулка стержня - лапки, она же нажимной винт.
- Верхняя втулка игловодителя.
- Хомут игловодителя.
В хомуте игловодителя винтик, доступ к нему с внутренней стороны изгиба фронтальной части. Хомут, входит в нижнюю часть тяги, с названием - поводок № 15. А а верхней частью, поводок, крепится к кривошипу № 9.
- Нижняя втулка игловодителя – корпус машины.
- Кривошип – Насажен на левый конец, главного вала.
- Поводок нитепритягивателя.
- Его называют: «гусак», «крючок», но это Нитепритягиватель.
- Рычаг, подъёма стержня - лапки.
- Тонкая часть, ручки подъёма, стержня - лапки.
- Толстая часть, нажимная, на стержень – толкатель, регулятора натяжения, верхней нити.
- Поводок игловодителя.
Итак, настройка:
Выставка стержня лапки.
- Выворачиваем винт № 5, нажима на пружину № 4.
- Пружину вытаскиваем вверх, растягиваем её на 1/3 её длины.
- Одеваем пружину назад на вал, и закручиваем винт № 5, полностью.
- Откручиваем винт № 5, на половину резьбы. Возвращая этой операцией, пружине жёсткость.
- Стержень - лапки, рычагом подъёма № 12, опускаем вниз.
Подошва лапки, должна лечь, на поверхность, игольной пластины. Для того, чтобы она легла полностью, нужно опустить транспортёрную колодку. Опускание транспортёрной колодки, происходит только тогда, когда мы вращаем, маховое колесо на себя. Транспортерная колодка, (верх зубьев), должна опустится, ниже игольной пластины!
- По фото 14. В таком положении, выкручиваем, винтик № 3, на кронштейне.
- Проворачивая стержень лапки, вокруг оси, выставляем лапку, относительно иглы. 2/3 свободной части прорези лапки, должно быть, со стороны лыски иглы.
Фото 14.
На фото 15, регулятора натяжения верхней нити. Он состоит:
- Нажимная гайка.
- Конусная пружина.
- Шайба с перемычкой.
- Тарелочки.
- Тарелочка, с нитенаправительным крючком.
- Паз в оси. Посадочное место тарелочек.
- Стержень - толкатель.
- Компеенсационная пружина.
- Ограничители движения, компенсационной пружины.
- Поворотная втулка.
- Фото 7 № 3, посадочное место оси.
- Крепёжный винт оси в посадочном месте.
- Винт ограничивающий, сдвиг поворотной втулки.
Фото 15.

Сборка:
№ 12, это не съёмное, посадочное место регулятора, сбоку в нём продолговатое отверстие, под регулировочный винт, который вкручивается в поворотную втулкуи № 11. В этом цилиндре, срезан сектор, под ограничение движения № 10, компенсационной пружины № 9. Компенсационная пружина, одевается на ось № 7, на участок от цифры 8 до 7. В прорезь оси вставляется стержень – толкатель, вот он выглядывает под № 8. Ось вкручивается в посадочное место, № 12. Теперь на гладкую часть оси, № 6, одевается шайба с нитенаправителем, № 5. В неё вставляются прижимные тарелочки №4, выпуклой частью, друг к другу. Теперь шайба, с выгнутой наружу перемычкой №3. В эту перемычку, при поднятии лапки, нажимающей на материал, упирается стержень – толкатель №8. Этот толкатель, давит в перемычку и сжимает пружину № 2, установленную в прорезь оси. Этим самым тарелочки освобождаются и верхняя нить начинает двигаться свободно. Гайка № 1, также накручивается на ось, она является регулировочной.
При замене толщины нити, между тарелочек, гайку закручивают, если нить тоньше, откручивают. Если нить сильно зажата, она будет рваться. Если нить толще, откручивают. Представьте себе, что один полный оборот гайки, это циферблат часов. Так вот, сделав отметку на гайке – фломастером, закручивать надо на 15 минут, мало ещё на 15 минут, много - ослабить на 7,5 минуты. Затем на - 3,25 и т. д. Если на верху, в строчке, видны узелки, это сильно натянута верхняя нить. Если приподнять материал, то мы увидим нижнюю нить. Если она свободна и не втянута в проколы иглы – это значит, верхняя нить слабо зажата в тарелочках.
На фото 16, вид сзади, на регулятор натяжения верхней нити.
- Винт, стопорящий кривошип, на главном валу, должен быть всегда затянут!
- Стержень – толкатель.
- Винт, стопорящий ось регулятора.
- Винт, ограничивающий, сдвиг поворотной втулки.
Если винты, на кривошипе ослабнут - Это приведет, к провороту кривошипа, относительно главного вала! И начнётся рассогласование работы, верхней части с нижней.
- В первую очередь, начнут ломаться иглы.
- Появятся пропуски стежка.
- Затупится носик челнока.
- Всё, будет продолжаться, до того, пока вы, не выставите кривошип на главном валу, машина шить не будет!
Но, что бы, добраться до кривошипа, нужно вытянуть все детали, Фронтальной части и снять тяги, передающие движение, транспортёрной колодке.
Это очень дорогой ремонт! По времени разборка - сборка, займёт целый день.
Фото 16.

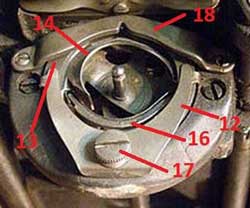
На фото 17, показан низ, фронтальной части.
- Стержень нажимной лапки.
- Винт крепления, нажимной лапки.
- Нажимная лапка.
- Стержень - игловодитель.
- Винт, крепления игольного нитенаправителя.
- Винт, крепления иглодержателя.
- Игольный нитенаправитель.
- Игольная пластина.
- Транспортёрная колодка.
- Челночный нитенаправитель.
- Гнездо челнока.
- Прижимная, ленточная пружина.
- Прижимное кольцо (пластмасса) – у машин, выпущенных после 1972 года. У машин выпуска до 72 года – стальное, похоже на подкову, изготовлена из стали, смотрите фото 18.
- Челнок левоходный.
- Шпульный колпачок.
- Толкатель челнока.
Фото 17.

На фото 18, Показаны детали, которые надо снять с машины и положить рядом:
- Прижимная, ленточная пружина, с нажимным винтом.
- Прижимное полу - кольцо. У машин выпуска до 72 года – стальное, похоже на подкову, изготовлена из стали.
Фото 18.

На фото 19, механизм машин выпуска 60 годов. (Ошибся с разметкой фото, поэтому отчёт начат, с цифры 12)
- Прижимная, ленточная пружина.
- Прижимное полу - кольцо. У машин выпуска 60 годов – стальное, похоже на подкову, изготовлена из стали.
- Челнок.
- пропущено.
- Толкатель челнока, На нём буферная, ленточная пружина.
- Нажимной винт.
- Нитенаправительный кронштейн. В его паз, вставляется хвостик колпачка.
Фото 19.
Подготовка к настройке, в механизме челнока. По фото 17.
- Откручиваем винт №2.
- Снимаем лапку № 3.
- Откручиваем два винта и снимаем игольную пластину № 8.
- Откидываем ремень ножного привода, отключаем вилку электродвигателя.
- Откручиваем винт, с нажимной пружиной № 12. На фото 19 № 17.
- Снимаем прижимное кольцо фото 19 № 13.
- Вынимаем челнок Фото 17 № 14 и шпульный колпачок № 16 .
- Откидываем машинку на заднюю стенку.
- С помощью кисточки или зубной щётки, всё чистим.
На фото 20 челнок, со шпульным колпачком.
Фото 20.

Подготовка челнока, к установки в гнездо. Фото 21 и фото 22.
- Нужно заточить, носика челнока. Точим, по красным линиям.
Делается это так. Заточку производим со стороны, с которой вставляется шпульный колпачок. Притупленным, алмазным надфилем. Затем доводим до острия иглы, бархатной бумагой. Фото 23.
- Снимаем фаски, на вертикальной плоскости. Фото 21 № 3 и № 4. От многолетней работы, на челноке, образуются ямки, канавки, вот с плоскости мы их и спиливаем. И так же шлифуем. А так же опиливаем и отшлифовываем рёбра, вертикальной плоскости, сзади и спереди.
- Со всех сторон, притупляем пятку № 6, надфилем. А вот внешнюю дорожку № 5, внутренней части челнока, притупляем по всей длине, только бархатной бумагой. Если на ней будут заусёнки, раковины – это приведёт на скорости шитья, к обрыву верхней нити.
На фото 21, показаны линии, по которым, производим обточку челнока. Притупляя острые кромки.
Фото 21.

На фото 22, по этой плоскости скользит опускающаяся игла, и вот этот выступ, показанный пунктиром, надо спиливать до плоскости, с носиком, Иначе игла при опускании будет отклоняться, - это приводит к пропускам стежка, и поломке иглы.
Фото 22.

На фото 23, показано, как правильно, нужно затачивать носик челнока, до острия иглы.
Заточку производим, только с передней части!
Фото 23.

На фото 24, шпульный колпачок, с регулировочным винтом, нажима пружины.
Фото 24.

На фото 25, проверка шпульки, по высоте. Торцом игольной пластины, мы проверяем, есть ли зазоры, по наружному диаметру, между шпулькой, и внутренней частью колпачка. Верх шпульки, должен быть вровень, с краями колпачка. И видим: края шпульки ниже, а центр, вровень с краями колпачка. Всё в норме.
Если шпулька, меньше в длину, то она будет болтаться. Что во время шитья, может вызвать, петляние, нижней нити сверху. Будет выше, значит, её будет затирать. Это обрыв нижней нити. Если у шпульки, побиты края, это значит, она болтается и от этого, ломаются иголки.
Все побитые края, на шпульке надо опилить, обычным надфилем или напильником! Если у хозяйки, нет, запасной шпульки. А машину нужно запустить.То под шпульку, если она в длину меньше, в колпачок, положить несколько вырезанных прокладок, в форме бублика, из газетной бумаги, каждую прокладку, смазать каплей масла. И-18 А. От этого шпулька, станет выше. Но это только, для данной шпульки.
Но работать, как правило, приходится разными нитками, в разные периоды времени. И каждый раз, перестраивать машину, не выгодно.
Советую: Купите новый комплект, шпулек, 5 - 6 штук. Покупку делайте, по шпульному колпачку! Как на фото 25.
Фото 25.

На фото 26. показано, как правильно, нужно устанавливать шпульку, в колпачок.
Вот, на что, надо обратить внимание:
- Паз, в подшпульнике, для входа нити в колпачок. Не должен иметь острых кромок!
- Пружинка колпачка. Не должна иметь протёртостей, с внутренней стороны!
- Регулировочный винтик, при закручивании - сильнее зажимает нить. У пружинки, при откручивании винтика - нажим ослабевает. Закручиваем, по часовой стрелке, выкручиваем против, часовой! И не должно быть, на винтике, острых шлицов и заусёнок на них! Спиливаем напильником.
- Посадочное место, шпульки. В нём, не должно быть пыли и очёсов!
- Шпулька. Должна соответствовать, размерам, шпульного колпачка!
- Нить.
При вытягивании нити, со шпульки, вставленной в колпачок, шпулька должна вращаться, по часовой стрелке! Поставите по другому и натяжение нити, в строчке, сразу ослабнет. И в строчке, будет поверх материала, виден узелок. И вы начнёте вращать, регулятор натяжения, верхней нити. Кроме этого, при остановке шитья, шпулька, самопроизвольно провернётся, и выдаст чуть больше нити. Да, пружинка её удержит. Но во время выполнении за крепки, в начале шитья, следующего шва, у вас начнёт вытягивать на верх, нижнюю нить, получится не красивый узел. Строчка дальше, будет идти ровно, с вытянутой на верх нижней нитью, вы опять начинаете крутить, регулятор, верхней нити. До следующей начальной за крепки.
Фото 26.
На фото 27, показано, как регулировать винтик пружины.
- Вставляем шпульку в колпачок.
- Берём за нить, колпачок со шпулькой висит. Нить не вытягивается. Если вытягивается зажимаем винтик на 1 - 2 оборота.
- Шпульный колпачок, должен висеть!
Фото 27.

- На фото 28, слегка встряхиваем, колпачок. Нить должна податься, на 3 - 7 см и колпачок должен зависнуть. Разбег 3 – 7 см зависит от качества нити, силы встряхивания, толщины нити.
Фото 28.

Переходим к выставке зазоров, между челноком и буферной, пластинчатой, пружиной.
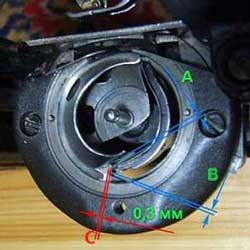
На фото 29, показаны зазоры, в блоке челнока:
- Зазор - между буферной пружиной, толкателя челнока и низом, вертикальной кромки, челнока. 0, 8 - 1,2 мм.
- Зазор - между низом носика, челнока и верхом, буфарной пружины = 0,5 - 0,7 мм.
- Зазор - между вертикальной кромкой челнока и изгибом буферной пружины. 0,3. но не более 1мм , проверять, как в крайних положениях челнока, так и в среднем положении.
Зазоры "А" и "Б" должны быть примерно одинаковые, при любом положении челнока. Но лучше когда "А", чуть больше, примерно так, А = 1 мм, Б = 0,5 мм. Как это сделать?
Приёмы изгиба, толкателя челнока, на входной части:
- Берём отвёртку, с шириной лезвия, примерно 8 - 10 мм.
- Вынимаем челнок, он двигается по дорожке.
- Лезвие отвёртки, опускаем ниже этой дорожки. Между гнездом – (посадочное место челнока) и толкателем челнока.
- Проворачивая отвёртку вокруг оси, как бы расклиниваем. От этого, происходит изгиб толкателя, в сторону центра, круга.
- Гнуть наружу, легче, берём пассатижи, одной губкой на буферную пружину, второй, на наружную часть корпуса, челночного блока. И сжимаем.
Гнуть толкатель можно, но только на (+) или (-) 1 мм. Не более!
Фото 29.
На фото 30. Буферная пружина, с толкателя челнока. Из - за неправильных действий швей, чаще всего ломается .
Как это происходит:
- Швея в спешке, намотала шпульку, вставила в шпульный колпачок.
- Но не до вставила, шпульный колпачок, в челнок.
- Заправила верхнюю нить, подложила материал, под лапку.
- Опустила лапку и начала шить.
Но материал то, не движется. Она понимает, что что - то не так. Вот её дальнейшие действия:
- Она подымает иглу из ткани, что бы, не сломать.
- Подымает лапку.
- И начинает тянуть материал, в разные стороны, пытаясь оборвать нити, набившиеся в игольную пластину.
Но много нитей, они заполонили весь блок челнока и превратились в канат. Если ткань, которую шила швея, обрывается, то ей удается вытащить, материал. Но после этого машина, освобожденная от каната, с челночного блока, отказывается шить. Всё нужен механик. Осмотр чаще всего показывает:
- Нарушились зазоры в блоке челнока - 100%
- Сильно разогнут, узкий конец, буферной пружины - 100%.
- Трещина на узком конце, буферной пружины - 15%.
- Поломка узкого конца, буферной пружины - 75%.
- Поломка защёлки, на шпульном колпачке – 10%.
- Прогнутая или выгнутая игольная пластина – 5%.
Во всех этих случаях, требуется замена деталей.
А теперь, я расскажу, что должна была сделать швея, чтоб не произошло поломки:
- Обрезать верхнюю нить, перед иглой.
- Открутить, винт крепления иглы.
- Опустить иглу в материал, который шили.
- И как только выйдет ампула иглы из иглодержателя, вынуть иглу из материала.
- Поднять стержень лапки.
- Приподнять край материала и лезвием, или ножницами, по обрезать все нити, между игольной пластиной и материалом.
- Убрать материал в сторону.
- Снять катушку, с верхней нитью, с машины.
- Откинуть машинку на петлях, на заднюю часть.
- И по этому пункту вскрыть доступ к челноку. Подготовка к настройке, в блоке челнока. Смотрим фото 12, или 14.
Замена буферной пружины:
- Открутить два винтика.
- Поставить новую, буферную пружину.
- Закрутить винтики.
- На фото 31 закручен один, винтик, но это не правильно. Так как пружина, сместилась и перекрыла отверстие второго. Наживлять, надо два винтика, а затем закручивать.
- Конец буферной пружины, со стороны не вкрученного винтика, сильно изогнут, наружу.
- Этот конец, изгибается, от длительной работы с электроприводом. И на повышеных оборотах.
Фото 30.

На фото 31, показан толкатель челнока, с установленной на нём, буферной пружиной:
- Верхний изгиб, буферной пластинчатой пружины, называется - Входной.
- Верхний винт, крепления, пластинчатой пружины.
- Нижний винт, крепления, пластинчатой пружины. (Обломан!)
- Нижний изгиб, буферной, пластинчатой пружины, называется - Выходной.
- Вкручен болт. Должен быть штифт.
- Паз, нитенаправителя, хвостика, шпульного колпачка.
Фото 31.

На фото 32 показан зазор, на выходном конце, толкателя челнока.
Он должен быть в пределах от 0,3 - 0,7 мм. Чем меньше тем звук во время шитья тише и мягче! Этот конец буферной пружины, менее калёный. Поэтому этот конец, можно отгибать в сторону пятки челнока. на выходной части
- Поворачиваем маховое колесо, мы пододвигаем буферную часть пружины, в касание, с вертикальной, плоскостью челнока.
- Между пяткой челнока и выходным концом, буферной пружины, вставляем жало отвёртки, с шириной лезвия 3 - 5 мм.
- Если зазор изначально больше 1 мм, то снова изгибаем толкатель челнока. Отвёрткой и пассатижами.
- Если зазор изначально 1 мм, то подгибаем круглогубцами, выходной конец, буферной пружины в сторону пятки челнока. До упора.
- И между пяткой и буферной пружиной, вводим остриё отвёртки, от этого буферная пружина, на выходном конце сама подогнётся, на нужную нам величину 0,3 мм.
После выставки зазоров, на выходном конце, перепроверяем зазоры, на входном конце.
Фото 32.

На фото 33, стрелкой показан зазор, в контрольной точке.
При таком положении челнока, проверьте зазор, между винтиками толкателя челнока и винтиком, натяжения нити, шпульного колпачка, он должен быть, не менее 1 мм.
Фото 33.

Буферная ленточная пружина, получила своё название, именно из-за этого изгиба. Буфер.
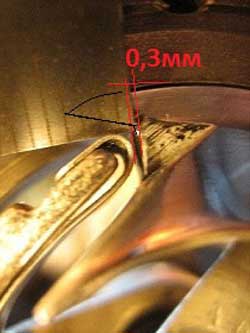
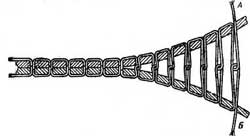
На фото 34, показан зазор, на входном конце, толкателя челнока. Между буферной пружиной и вертикальной плоскостью, которая находится под носиком челнока. Поверх носика челнока, наложена линейка, с миллиметровыми делениями. Я дорисовал носик челнока на линейке.
Фото 34.
Пропуски в машинах Зингер не из - за челноков, а из - за сильного износа, корпусов, в которых они двигаются. Зазор между лыской иглы и носиком челнока, должен быть 0.1 мм. А на этих машинах он составляет 0,3 -0,5 мм. Поэтому они уже отжили, свой век. И на смену им, пришли другие машины.
Ориентиром для регулировки, является натяжение нити, в строчке!
При замене толщины нити, между тарелочек, в регуляторе натяжения, верхней нити, гайку закручивают, если нить тоньше, откручивают. Если нить сильно зажата, она будет рваться.
Если нить толще, откручивают. Представьте себе, что один полный оборот гайки, это циферблат часов.
Так вот, сделав отметку на гайке – фломастером, закручивать надо на 15 минут, мало ещё на 15 минут, много - ослабить на 7,5 минуты. Затем на - 3,25 и т. д. Если на верху, в строчке, видны узелки, это сильно натянута верхняя нить. Если приподнять материал, то мы увидим нижнюю нить. Если она свободна и не втянута в проколы иглы – это значит, верхняя нить слабо зажата в тарелочках.
Пример:
На фото 35, нижняя нить, не натянута, в шпульном колпачке.
Фото 35 .
На фото 36, Верхняя нить, в тарелочках, сильно ослаблена. Необходимо верхнюю нить поджать. Для этого гайку закрутить, на 7,5 минут! Мало? Ещё на 3,2 минуты. Пока не появится строчка, как на фото 38.
Фото 36.

На фото 37 , Натяжение нитей, отрегулирована правильно! Но чтоб увидеть такую строчку, необходимо - оторвать от прошитого куска ткани, нити. И попытаться, слегка отделить верхнюю ткань от нижней, как на фото 39 .
Фото 37.

На фото 338, Натяжение нитей, отрегулирована правильно! Переплетение нитей, происходит строго, по оси, сшиваемых материалов.
Фото 38.
На фото 39, показано как выставляется лыска иглы, относительно носика челнока.
Игла, из нижнего ноля, поднялась примерно на 1,5 – 2 мм. Если, при шитье толстого материала, игла затупится, на неё возрастёт нагрузка, по вертикали. Эта нагрузка, ложится на игловодитель. Его держит, только, винтик показанный на фото 14 № 7. Поэтому, происходит сдвиг, игловодителя, по вертикали. Из-за этого, носик челнока, перестаёт захватывать верхнюю нить, с лыски иглы. Вставл
Вставляем, новую иглу. И ослабив винтик, на игло водителе, выставляем игловодитель со вставленной в него иглой, на пересечении с носиком челнока. Удерживая игловодитель, в этом положении, затягиваем винтик, на игловодителе. Доступ к винтику, показан на фото 13.
Фото 39.

Смазка машины.
Смазка маслом. И – 18 А (веретённое). Всех узлов машины. В каждую точку трения, по 1 капле.
Сборка:
- Ставим все крышки на место.
- Подключаем привод к машине.
- Ставим катушку на машину.
- Согласно, таблицы 1, ставим № иглы и № нитки.
Таблица характеристик, для бытовой иглы, с круглой заточкой острия.
- Под лапку материал - пробник.
- Регулятор длины стежка, ставим на 3 мм.
- Делаем 10 стежков.
- Смотрим на строчку.
Если машина используется ежедневно - то смазывать надо, в конце рабочего дня. И перед началом работы. Вечерняя смазка называется – «смывочная», за ночь смывает пыль, а утренняя «смазочная». Лишнюю смазку, из блока челнока, нить выберет за 5-7 минут её работы на пробном лоскуте, утром.
Общая настройки машины, закончена!
На Фото 40, ролик установлен на стержень - лапкодержателя.
Для начинающих швей и для уроков труда в школе отлично подойдет простая и в свое время самая распространенная машинка в Советском Союзе - «ПМЗ». Такая машинка даже сейчас превосходит некоторые современные по надежности, при определенной сноровке ее даже можно использовать для пошива из кожи. Но чтобы машинка хорошо справлялась с поставленной задачей, необходимо ее правильно настроить. Если взять такую, как швейная машинка ПМЗ, настройка и регулировка не являются сложными, их можно провести самостоятельно.
Швейная машинка завода в Подольске в зависимости от класса комплектовалась разными приводами: ручным, ножным и даже электрическим. Помимо своих основных достоинств, машинка обладала и рядом недостатков: у нее сложно регулировался челночный механизм, была узкая лапка и половинчатая рейка для продвижения материала. Но, несмотря на это, машинка была очень удобной в эксплуатации и надежной.
Швейная машинка ПМЗ им. Калинина
История
В конце XIX века продукция компании «Зингер» была настолько популярна в России, что было принято решение создать завод в Подольске. Он строился быстро и в 1902 году был уже открыт. К 1913 завод выпускал более двух тысяч машинок в день. Они обладали рядом преимуществ: во-первых, детали на такую машинку поставлялись оригинальные, что делало ее качественной, во-вторых, машинки реализовывались в рассрочку для небогатых людей. Существовала даже сеть фирменных магазинов.
После революции завод национализируют. Еще некоторое время он продолжает изготавливать машинки из оригинальных запчастей под маркой «Госшвеймашина», хотя связь с заводом уже потеряна. В 30-х годах машинка получает новую марку «ПЗМ» - Подольский механический завод.
Самой распространенной считается машинка «Подольск» класса 2М. Преимущественно снабжалась ручным приводом. Несмотря на широко известные мифы о высокой стоимости в наше время этой машинки и ее предшественниц «Госшвеймашины» и «Зингер», на самом деле такая машинка стоит недорого. Стоит сейчас швейная машинка ПМЗ им. Калинина всего 400–500 рублей. Чаще всего ремонт обходится дороже цены самой машинки, поэтому возникает актуальный вопрос о самостоятельной настройке и устранении неисправностей.
Настройка и регулировка
Первое, что необходимо сделать, - это проверить работоспособность машинки следующим образом:
- Проверить челночный ход.
- Снять все элементы.
- Прочистить от грязи щеточкой пазы вращения и зубчики.
- Собрать. Не забывайте о том, что при сборке лишних деталей быть не должно.
Иногда машинка может работать некорректно или вовсе не работать, если в иголку неправильно вставили нитку. Несмотря на то что некоторые думают, что не имеет значения, как ее вставлять, это не так. Челнок снимает нитку с иглы справа, лезвие при этом находится слева, а справа - канавка для нитки. Иногда и сама игла стоит неправильно.
Возможно, этот вопрос и не является для вас актуальным, но лучше все-таки уточнить. Более того, оказывается, что не во всех машинках ПМЗ игла вставляется одинаково. У более старых машин она ставится подобно промышленным, а нитка при этом заправляется слева направо. При замене у машинки более нового образца спил колбы должен смотреть влево, а нитка заправляться справа.
Чтобы убедиться, что игла вставлена правильно, необходимо снять пластину иглы и посмотреть с какой стороны подходит носик к игле. Канавка должна быть с другой стороны, а со стороны носика - лезвие иглы.
Для настройки необходимо снять детали: иглу, лапку, крышку челночного отсека, переднюю крышку, игольную пластину, крышку отсека для смазки, привод и саму машину с петель коробки, опрокинув ее набок. Перед тем как совершишь какие-либо другие действия, необходимо очистить челночный ход и другие механизмы от очесов. Используйте кисточку для очистки зубчиков, колпачка шпульки, пазов, в которых он вращается и других. Для этого лучше всего подойдет жесткая кисточка для клея или использованная зубная щетка.
При разборе очень важно запомнить, как детали до этого стояли, лучше сфотографировать. Запомните: разбирать всегда легче, чем собирать. Нередко причиной обращения за помощью является именно невозможность собрать устройство. Машинка «Подольск» отличается тем, что лишних деталей у нее нет и быть не может. Однако после первой настройки вам может показаться иначе, главное, запомнить, что это не так.
Сначала нужно проверить крепление всех соединительных узлов. Для этого понадобится отвертка, так как они винтовые. Настройка и фиксация происходят с помощью самораскручивающейся гайки. Если вы обнаружили, что в креплениях люфт, необходимо ослабить эту гайку и подтянуть втулку. При этом натяжение не должно быть плотным, чтобы оставался некоторый зазор.
Важно не перетянуть крепление, гайка, когда закручивается, тянет винт за собой, поэтому при ее затягивании винт нужно удерживать. Делать все нужно с осторожностью, возможно, потребуется некоторая практика.
После проверки креплений переходите к смазке устройства. Это важный момент, смазки необходимо нанести достаточно, как говорят, от души. Смазывать необходимо все трущиеся и не трущиеся места и детали, то есть, по сути, все. Для закапывания масла рекомендуется использовать шприц, это будет гораздо удобнее, чем непосредственно капать масло из его оригинальной упаковки.
Во время смазывания периодически необходимо проворачивать маховик машинки, тогда масло будет лучше проникать и видимость для оценки качества работы будет достаточной. Сзади машинки тоже есть что смазать. Во время смазывания передней части машинки нужно проявлять осторожность. Эта часть больше остальных контактирует с тканью, поэтому впоследствии вы можете быть неприятно удивлены наличием на ней масляных пятен. Сверху на корпусе имеется отверстие для смазки главного вала.
Следующая часть инструкции предназначена для машинок с ручным приводом. Необходимо проверить, в каком состоянии он находится. Часто встречается ослабление его узлов, отсутствие смазки на втулках и незакрепленная ручка. Вначале подтяните винты большой отверткой, после чего все необходимо хорошо смазать, особенно эти винты, потому что у них два предназначения - они выполняют также функцию втулки. Если внимательно присмотреться, то на каждой втулке можно заметить отверстия под смазку.
Для того чтобы устранить болтание деревянной ручки, поставьте ее вместе с нижним краем втулки на металлическую поверхность с большим весов, в идеальном варианте на швеллер или рельсу. Это необходимо делать аккуратно, чтобы не повредить деревянную ручку. Для устранения неполадок просто развальцуйте верхний край ручки молотком.
Масло для смазки необходимо использовать только подходящее, ни в коем случае нельзя смазывать часть машинки подсолнечным маслом или другими для готовки еды. Такой ремонт быстро выведет из строя вашу швейную машинку и останется ее только выбросить. Это далеко не редкий случай, мастерам часто приходится с таким сталкиваться.
Если же такое случилось, то существует механизм удаления засохшей смазки. После того как вы зальете масло во все доступные места, залейте туда же керосин и оставьте так на сутки. Заливать керосин и масло можно в любом порядке. Спустя 24 часа, снимите маховое колесо. Возьмите отвертку и вставьте в прорезь вала, попытайтесь его расшевелить. Если прикладывать излишние усилия, есть риск сломать чугунную прорезь вала.
Если вал не поддается, проделайте процедуру с керосином до тех пор, пока он не начнет шевелиться. Когда вал будет вращаться туго, поставьте привод и, крутя машинку, добавляйте масло и керосин то тех пор, пока ход не станет легким и тихим. После этого машинку нельзя долго не использовать, минимум раз в неделю необходимо ее запускать.
Настройка натяжителя верхней нити. Когда лапка поднята, нитка должна свободно выходить из натяжителя; если лапка опущена, нитка должна быть прижата плотно и равномерно, соответствуя требованию для данной ткани.
Для того чтобы условия выполнялись полностью, отведите гайку, которая регулирует натяжение, и снимите шайбу с перемычкой. В натяжителе должен стоять толкатель, если перемычку чуть-чуть вдавить, то толкатель будет отжимать шайбу. Проверьте также на исправность компенсационную пружину.
Регулировка челночного устройства. Обычно такая настройка требуется редко и проводится сложно. Только одну из возможных опций вы сможете сделать - выставить положение игловодителя.
О неправильном положении игловодителя по отношению к носику челнока, говорят пропуски при пошиве грубых тканей. Для того чтобы отрегулировать его положение, имеется регулировочный винт. Он расположен внутри переднего отсека, куда не так просто добраться. Увидеть его не получится, но в пазы, где он расположен, можно вставить отвертку. Винт необходимо слегка ослабить, но не выкручивать.
После этого с помощью маховика необходимо подвести носик челнока и выставить положение иглы. В правильном положении, когда они встретятся, носик челнока должен быть выше ушка иглы на 1,5 мм. После установки затяните винт.
Большинство настроек можно провести самостоятельно, а для умельцев не составит труда и отремонтировать такую машинку. Ее принципиальное отличие от более новых моделей как раз и заключается в том, что она легкая в эксплуатации, настройке и в устранении неполадок.
Когда мы вспоминаем, что СССР не мог производить качественные вещи, то я с вами не соглашусь. Потому, что эта машинка живой пример, что могла делать отечественная промышленность, если бы захотела!
Фотография швейной машины ПМЗ им Калинина г.Подольск.
Вид слева швейной машины ПМЗ.

Вид справа швейной машины ПМЗ.

Описание швейной машины ПМЗ им Калинина г.Подольск
Самая простая швейная машина. Предназначена для прямой строчки.
Цена на швейную машину ПМЗ им Калинина г.Подольск
На момент покупки в 1964 году – стоимость машинки была 75 рублей.
Скачать инструкцию для швейной машины ПМЗ им Калинина г.Подольск.
Скачать инструкцию к машинке ПМЗ можно скачать по этой ссылке .
Отзыв швейная машина ПМЗ им Калинина г.Подольск.
Какие отзывы могут быть о машинке, если она проработала 50 лет без единой поломки! Все детали родные!
И она не просто стояла, где-то в уголке! А эксплуатировалась нещадно! Моя сестренка училась на ней. Даже я, в отсутствие мамы тренировался… лет 30 назад…
Есть ли в вашем окружении механическое устройство, с таким сроком службы? А у меня есть! Эта машинка заслуживает уважения!
Единственная деталь сломалась – если вы посмотрите на фотографию справа, то увидите, что пластмассовая крутилка сломалась.
История покупки швейная машина ПМЗ им Калинина г.Подольск.
Швейная машинка была куплена в 1964 году.
Мы тратим время + деньги, чтобы у вас была бесплатная + доступная + правдивая информация!!!
Если вы найдете время и проявите великодушие отправив ссылку в соцсети, и оставите комментарии внизу страницы, то это – самое малое, что вы можете сделать для нас!! Мы за это вам очень благодарны!
Мы существуем от кликов по рекламе!
Если вы не нашли подходящего блока рекламы, то вы можете помочь проекту!
Инструкция к швейной машине класса 1-А ПМЗ выпуска 1952г. Подходит для всех машин такого типа, вплоть до последних выпускавшихся моделей. Текст инструкции оставлен почти без изменений, в оригинальной редакции.
Назначение машины. 1. Машина имеет центрально-шпульное челночное устройство. 2. Наибольшее число оборотов в минуту - 1200. 3. Шаг строчки наибольший - 4мм. 4. Подача материала в прямом и обратном направлении. 5. Плоская платформа размером 371 х 178 мм. 6. Вес головки машинки (без ручного привода) - 11,5кг.

Швейная машинка Подольск инструкция:
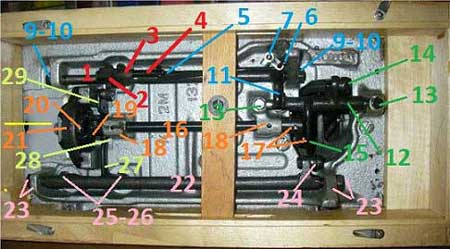
1.Головочный винт для регулирования нажима. 2.Рычаг нитепритягателя. 3.Бинт фронтовой доски. 4.Фронтовая доска. 5.Гайка для регулирования натяжения верхней нитки. 6.Регулятор нитепритягательной пружины. 7.Нитепритягательная пружина. 8.Шайба натяжения. 9.Нитенаправитель. 10.Нитеобрезатель. 11.Стержень нажимателя ткани. 12.Головочный винт нажимательной лапки. 13.Задвижная пластинка. 14.Двигатель ткани. 15.Игольная пластинка. 16.Платформа. 17.Катушечный стержень моталки. 18.Нижнее натяжение моталки. 19.Стержень игловодитля. 20.Иглодержатель. 21.Зажимный винт иглодержателя. 22.Нитенаправитель игловодителя. 23.Нажимательная лапка. 24.Рукав. 25.Катушечный стержень рукава. 26.Защелка моталки. 27.Маховик. 28.Шкив моталки. 29.Шпиндель моталки. 30.Фрикционный винт. 31.Крышка регулятора строчки. 32.Рычаг регулятора для прямой и обратной строчки. 33.Головочный винт регулятора строчки.
Общие правила.
1.Маховик машины согласно инструкции должен вращаться только в одном направлении - на работающего.
Нельзя вращать машинку в противоположном направлении: от себя, так как неправильное вращение может вызвать запутывание ниток в челночном устройстве.
2.Когда машина не работает, нажимная лапка должна быть поднята.
3.Не пускать машину в ход без подложенной под лапку ткани, чтобы не тупились зубцы двигателя ткани, и не портилась нижняя опорная поверхность нажимательной лапки.
4.Нельзя тянуть или подталкивать материал руками во время шитья, чтобы не погнуть или не сломать иглы. Необходимая подача производится самой машиной.
5.Во время шитья передняя задвижная пластина над челночным устройством должна быть закрыта.

Вынимание шпульного колпачка и шпульки. Шпульный колпачок вынимается из машины всякий раз, когда запас нижней нитки на шпульке израсходуется полностью. Для того чтобы вынуть пустую шпульку, нужно сначала отодвинуть переднюю задвижную пластинку, закрывающую челночное устройство, затем двумя пальцами левой руки захватить защелку "А" и извлечь шпульный колпачок наружу. При открытой защелке шпулька не может выпасть из шпульного колпачка, так как ее задерживает крючок защелки. Для того чтобы вынуть шпульку, нужно отпустить защелку на место, перевернуть шпульный колпачок открытой стороной вниз, и шпулька выпадет наружу.
Намотка шпульки. Для намотки шпульки служит особая моталка, прикрепленная к задней части рукава машины около маховика. Моталка работает совместно с нижним натяжным устройством для нити на правом углу платформы. При намотке шпульки механизм машины не должен работать. Поэтому прежде чем приступать к намотке, нужно сначала освободить маховик так, чтобы он вращался совершенно свободно, не вызывая движения механизма. Для этого нужно только повернуть на себя круглую накатную головку большого фрикционного винта на конце машины. Надевают затем пустую шпульку на конец шпинделя моталки, чтобы остановочная шпилька у заплечика шпинделя вошла в прорезь на шпульке. Надевают катушку ниток на катушечный стержень.Нитку с катушки протягивают вниз, под шайбу натяжного устройства, затем вверх на шпульку через отверстие на левое ее стороне.

Рамку моталки, в которой вращается шпиндель с надетой шпулькой. Отжимают рукой вниз, так чтобы резиновый обод шкива соприкасался с поверхностью маховика. Свободный конец нитки на шпульке некоторое время нужно придерживать рукой, пока на шпульку не намотается достаточное число витков для закрепления конца нитки, после чего этот конец обрывают.После того как шпулька будет полностью намотана, рамка моталки выключается автоматически, отходя от маховика. Если резиновый обод не соприкасается с маховиком во время намотки шпульки его необходимо рамку моталки отрегулировать. Для этого нужно открутить винт в прорези регулировочной пластинки моталки, отжать рамку моталки вниз к маховику и, удерживая ее в этом положении, закрепить винт на пластинке отверткой. Для правильной намотки нитки на шпульку, намотка должна быть плотной и равномерной. В случае если намотка получается неравномерной или неправильной формы, нужно отрегулировать положение нижнего натяжного устройства на платформе, несколько передвинув кронштейн натяжителя по прорези платформы в нужную сторону. Для этого отверткой нужно предварительно освободить винт его крепления.

Заправка нитки в шпульном колпачке. Намотанную шпульку нужно взять двумя пальцами правой руки, следя за тем, чтобы свободный конец нитки сбегал со шпульки справа налево. Шпульный колпачок держат левой рукой в таком положении, чтобы косая прорезь для нитки на краю колпачка оказался сверху, и вставляют шпульку в колпачок.
Притягивают нитку правой рукой через прорезь на краю колпачка налево под пружину натяжения, затем в небольшую прорезь на конце пружины. Свободный конец нитки должен свешиваться налево от установочного пальца колпачка.

Постановка шпульного колпачка в машину. Заправленный ниткой шпульный колпачок нужно поставить в машину. Для этого берут шпульный колпачок за защелку двумя пальцами левой руки, надевают его на центральный стержень "Н" челнока таким образом, чтобы палец "К" шпульного колпачка вошел в прорезь накладной пластинки на корпусе хода. Отпускают защелку и нажимают на шпульный колпачок внутрь до тех, пока не произойдет запирание его на центральном стержне челнока. Оставляют свободный конец нитки висящими и закрывают челночное устройство, задвигая переднюю пластинку.
Установка иглы. Иглу нужно вставлять при самом верхнем положении игловодителя, что достигается поворотом маховика. Плоская сторона колбы на игле должна быть должна быть при этом обращена налево, т.е. наружу, а длинный желобок на лезвии иглы - направо, т.е. внутрь к основанию рукава. Обращайте особое внимание на правильную установку иглы, так как при неверной установке машина не будет давать петлю. В указанном положении игла заводиться в иглодержатель "Е" и продвигается вверх до упора, а затем закрепляется головочным винтом "1".

Заправка верхней нитки. Перед заправкой поворачивают от руки маховик машины на себя настолько, чтобы рычаг нитепритягивателя с ушком для нитки пришел в верхнее положение. Ставят катушку ниток на катушечный стержень сверху рукава и нитку с катушки проводят в такой последовательности:
1.Вперед налево через задний, левый вырез для нитки "1" на фронтовой доске и вниз к регулятору натяжения. 2.Между шайбами "2" регулятора натяжения и вверх за язычок "3". 3.В ушко нитепритягивательной пружины"4". 4.Вверх через ушко рычага нитепритягивателя "5". 5.Вниз в проволочный нитенаправитель "6" на фронтовой доске. 6.Вниз в нитенаправитель "7" на игловодителе. 7.Справа налево через ушко иглы "8". Обращайте особое внимание на заправку нитки в иглу только справа налево, т.е. наружу.

Подготовка к шитью. Прежде чем начать шить, нужно вытянуть нижнюю нитку наружу. Для этого берут левой рукой за конец игольную нитку не натягивая ее, затем поворачивают на себя маховик машины для того, чтобы игла опустилась сначала в отверстие игольной пластинки, захватила нижнюю челночную нитку и затем опять поднялась в свое верхнее положение. После этого нужно потянуть за конец игольную нитку и через отверстие в игольной пластине вытянуть нижнюю нитку наверх. Затем концы обеих ниток, верхней и нижней, оттягивают назад и кладут под нажимательную лапку. Нажимательная лапка опускается на подложенный материал, и машина готова к шитью.

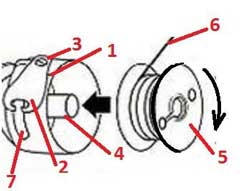
Работа на ручной машинке. Ручной привод устанавливается и закрепляется на заднем выступе рукава, расположенном под маховиком машины. Ручной привод состоит из корпуса "1" с двумя зубчатыми шестернями (большой и малой), приводного рычага с поводком "2" для сцепления с маховиком машины и откидной рукоятки "3" для вращения от руки. После снятия деревянного колпака ручка ручного привода "3" бывает обычно откинута вниз, в нерабочее положение, а поводок "2" выведен из зацепления с маховиком. Для приведения привода в рабочее положение рукоятку "3" нужно повернуть и завести в гнездо прилива "А" на большой шестерне, оттянув предварительно круглую головку защелки, без чего рукоятку нельзя довести до надлежащего положения. Установив рукоятку, отпускают защелку, которая и производит запирание. Поводок "2" нужно повернуть таким образом, чтобы кожаная прокладка вошла между спичками маховика. Специальная защелка удерживает поводок в рабочем положении. Закрепив маховик машины на рабочий ход, посредством фрикционного винта и пустив на подложенную ткань нажимательную лапку, начинают правой рукой равномерно вращать ручку ручного привода всегда только в одном направлении - от себя. Маховик машины будет при этом вращаться в направлении к работающему.
Работа на ножной машине. Ножная машина приводится в движение попеременным нажатием то носками, то каблуками на подножку станка. При правильной работе обе ноги всей ступней должны лежать на подножке, причем левая нога должна быть расположена несколько сзади правой. Подножку станка нужно качать по возможности равномерно. Приводное колесо должно вращаться только в одном направлении - к работающему. Следует остерегаться неправильного направления вращения, так как это может привести к запутыванию ниток в челночном устройстве. Включение машины в ход производится фрикционным винтом таким же способом, как и для ручной машинки.
Окончание шитья. Останавливаю машину в таком положении, когда рычаг нитепритягивателя находится вверху и игла вышла из материала. Затем поднимая рычаг "Р", поднимаю нажимательную лапку, отводят левой рукой от себя ткань и обрезают нитки у конца строчки о кромку нитобрезателя, расположенного сверху от нажимательной лапки. Для дальнейшего шитья оставляют концы ниток длиной 8-10 см.

Натяжение ниток. Натяжение ниток имеет большое значение для качества шитья. Переплетение верхней и нижней нитки должно происходить в середине сшиваемого материала. Строчка на лицевой и на нижней стороне имеет один и тот же вид. Если натяжение верхней нитки слишком сильно или, наоборот, натяжение нитки слишком слабо, то переплетение ниток получается на верхней стороне материала. Машина петляет сверху. Получается непрочный и некрасивый шов. Чтобы устранить это явление, нужно ослабить натяжение верхней нитки или усилить натяжение нижней нитки. Если натяжение верхней нитки слишком слабо или. Наоборот, натяжение нижней нитки слишком велико, то переплетение ниток получатся на нижней стороне материала - машина петляет снизу. Шов получается непрочный. В этом случае нужно усилить натяжение верхней нитки или ослабить натяжение нижней нитки.

Регулирование натяжение ниток. Регулирование натяжения верхней нитки нужно производить при опущенной лапке. Величина натяжения усиливается при повороте гайки "К" вправо и наоборот ослабляется при повороте против часовой стрелки. Подметив подходящее положение указателя, можно быстро ориентироваться в правильной установке натяжения. Натяжение нижней нитки регулируется винтом "А" на пружине натяжения шпульного колпачка (см. рисунок выше). При повороте винта (маленькой отверткой) направо, т.е. по часовой стрелке, натяжение нижней нитки увеличивается. При повороте винта налево, т.е. против часовой стрелки, натяжение уменьшается. Если натяжение нижней нитки было установлено правильно, то его редко приходиться изменять; в большинстве случаев хорошую строчку можно получить простым регулированием верхней нитки. Слишком большое натяжение, может вызвать обрыв нитки.
Выбор номера иглы и ниток. Кроме правильно выбранного натяжения, качество строчки зависит также и от соответствия номера иглы толщине сшиваемого материала. Для швейной машины применяются иглы №№ 70, 80, 90, 100 и 110. Чем толще и грубее материал, тем выше должен быть номер иглы и тем ниже номер применяемых ниток, т. е. игла и нитки должны быть толще. Наоборот, чем тоньше материал, тем ниже должен быть номер иглы и выше номер ниток, т. е. игла и нитки должны быть тоньше.

Изменение длины стежка. Длину стежка, т. е. расстояние между уколами иглы, для обычных материалов берут 1,5 - 2 мм. Для тонких материалов строчка должна быть чаще, для толстых материалов - реже. Наибольшая длина стежка, которую можно получить на машине, составляет 4 мм. Необходимая длина стежка устанавливается регулятором "В" по цифрам шкалы, которые нанесены на крышке регулятора и показывают примерную длину стежка в миллиметрах. Когда рычаг регулятора поставлен на самое верхнее деление шкалы, проходящее посередине крышки и не имеющее цифр, то подачи ткани совсем не будет. При работе машины рычаг "В" должен быть опущен вниз. Чем ниже опущен рычаг регулятора, тем реже будет строчка, т. е. длина стежка больше. Наоборот, чем выше поставлен рычаг регулятора, т.е. чем ближе к верхнему делению шкалы, тем строчка будет чаще или длина стежка меньше. При подъеме рычага регулятора вверх от средней черты машина изменит направление подачи материала на обратное, т. е. при работе машины материал будет перемещаться на работающего. Для того, чтобы изменить длину стежка, нужно перевести рычаг регулятора на новое деление шкалы, соответствующее желаемой длине стежка. Перевод рычага регулятора на новое деление производится следующим образом.
Пусть рычаг регулятора "В" стоит на каком-либо делении шкалы и его нужно перевести вниз на более крупный шаг строчки. Опусканию рычага регулятора вниз препятствует внутренняя ограничительная пластинка, расположенная под крышкой регулятора и зажимаемая левым головочным винтом. "А" в левой дуговой прорези крышки. Для того, чтобы получить возможность спустить рычаг, нужно предварительно освободить указанный винт "А" и перевести его по прорези в крайнее нижнее положение. После этого устанавливают рычаг регулятора на требуемое деление шкалы, переводят левый головочный винт "Д" вверх по дуговой прорези до останова и закрепляют винт "А". Для получения более частой строчки рычаг регулятора "В" переводится вверх на соответствующее деление шкалы, после, чего головочный винт "А" освобождается, переводится вверх до упора, а затем опять закрепляется.
Обратное направление подачи материала. Швейная машина класса может шить как в прямом, так и в обратном направлении. При обратном направлении подачи материал во время шитья будет перемещаться на работающего. Для того, чтобы переключить машину на обратный ход, нужно только перевести рычаг регулятора "В", находящийся в нижнем положения на определенном делении шкалы, вверх до останова. Длина стежка при этом остается без изменения. Переключение машины на обратную подачу можно производить, даже не останавливая шитья и не удаляя ткани.
Регулирование нажима лапки материала. Величину нажима лапки на материал редко приходится изменять. Но при шитье шелковых или легких тканей бывает необходимо несколько уменьшать силу нажима, для чего головочный винт поворачивают на два - три оборота налево, т. е. против часовой стрелки. При шитье более толстых материалов, требующих более сильного нажима, головочный винт "К" поворачивают на два - три оборота направо, т. е. по часовой стрелке. Нажим лапки на материал должен быть достаточен для обеспечения равномерной подачи материала и для предупреждения подъема материала вместе с иглой. Слишком большой нажим только затрудняет ход машины и портит материал,

Смазка машины. Для обеспечения легкого хода машины и предупреждения износа трущихся деталей все места машины, указанные стрелками, должны смазываться ежедневно несколькими каплями масла в каждое место, если машина работает непрерывно. Для смазки труднодоступных деталей в машине имеются смазочные отверстия. Для того, чтобы смазать шарнир иглововодителя, нужно предварительно снять фронтовую доску, освободив винт крепления. Направление для челнока в корпусе хода смазывается одной каплей масла. Место, указанное на буквою "А", нужно смазывать, когда игла находится в самом нижнем положении.
Для начинающих швей, школьниц, (для уроков труда) ручная старая машинка ПМЗ вполне подходит. По своим эксплуатационным характеристикам и надежности в работе, эта швейная машина, пожалуй, превосходит многие современные.
Современные швейные машинки можно разделить на 2 типа: электронные и электромеханические. Конструктивных отличий между этими типами швейных машин много, но основное, понятное всем - электронные модели швейных машин выполняют неограниченное количество операций.
На многих современных оверлоках используется дифференциальная подача обрабатываемой ткани. Она незаменима при обметывании трикотажных тканей, особенно соединительных швов.
Главная причина пропуска стежка - носик челнока не захватывает петлю образованную иглой. Зазор между лезвием иглы и носиком челнока не должен быть более 0,3 мм, иногда же он достигает размеров в миллиметрах. Носик проходит рядом с петлей и появляется пропуск.
Основные производители швейных машин у всех на слуху и особо перечислять эти фирмы нет смысла, разве что для порядка: Brother; Janome; Pfaff; Singer; Bernina. Купить можно машинку любой фирмы, любой страны и работать она будет надежно и долго при соблюдении правил эксплуатации.
Во время работы швейные иглы испытывают наибольшие нагрузки из всех узлов, и от ее состояния зависит качество строчки и отсутствие многих сбоев в работе.



